Macchina di Misura Diametro Interno Tubi

La macchina è progettata per la scansione senza contatto e la misurazione dei parametri geometrici del diametro interno di tubi, boccole, fori, tubi e così via.
Applicazione della macchina: produzione su larga scala.
Macchina per la misurazione del diametro interno del tubo
| Nome del parametro | Valore |
| Diametri misurati, mm | 32 ... 42 |
| Precisione della misurazione dell'ID, um | ± 5 |
| Profondità del foro misurato, mm | ≤ 80 |
| Accuratezza della traduzione lineare, um | ± 20 |
| Quantità di sezioni misurate | non limitato, programmabile |
| Ciclo di misura per quattro sezioni, s | 13 |
| Interfaccia per PC | Ethernet |
| Alimentazione elettrica | 220V di corrente alternata |
| Dimensioni, mm | 680x150x120 |
Il funzionamento della macchina si basa sul principio della scansione laser della superficie interna del tubo rotante mediante sensore a punti laser di triangolazione.
La struttura della macchina è mostrata nella Figura 1.

Figura 1
dove:
1. modulo di misura,
2. controller con l'alimentatore,
3. interruttore a pedale,
4. personal computer con un programma di servizio.
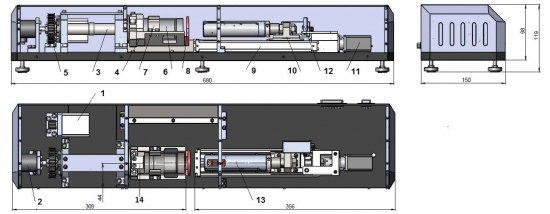
figura 2
Il modulo di misura comprende una base, sulla quale sono installati il meccanismo di rotazione e il meccanismo di movimento lineare. L'alloggiamento del modulo di misurazione è dotato di una torre di segnalazione (non mostrata).
Il meccanismo di rotazione include un motore passo-passo (1), encoder (2), albero (3) con blocco a V (4). La trasmissione della rotazione dal motore passo-passo (1) all'albero (3) avviene tramite una trasmissione a cinghia (5). Il blocco a V (4) è destinato all'installazione del tubo controllato (6) e dispone di due molle a piastra (7), destinate a trattenere il tubo sul blocco a V, e un anello di calibrazione (8). Il tubo deve essere premuto contro la piastra di spinta (14). Il meccanismo di movimento lineare comprende binari di guida (9), carrello (10), motore passo-passo (11), interruttore di fine corsa (12). Il carrello (10) è mosso da una vite a ricircolo di sfere e porta un sensore di triangolazione laser (13).
La macchina funziona come segue.
Il tubo controllato (6) è installato nel blocco a V (4). Su comando dell'operatore, un sensore laser (13) si sposta nella zona di controllo dell'anello di calibrazione (8) e il blocco a V (4) viene azionato per ruotare. Durante la rotazione, un sensore laser misura la distanza dalla superficie dell'anello in sincronia con l'angolo di rotazione determinato dall'encoder (2). Al completamento di un giro del tubo, un sensore laser si sposta nella posizione di controllo successiva e il processo di misurazione viene ripetuto. Il numero di sezioni di controllo del diametro lungo il tubo è definito dal software.
Le coordinate radiali della superficie dell'anello di calibrazione e del tubo controllato vengono trasmesse al computer per il calcolo dei parametri geometrici richiesti.
Informazioni per l'ordine della macchina per la misurazione del diametro interno del tubo
RF096-Dmin / Dmax-L
| Simbolo | Descrizione |
| Dmin / Dmax | Intervallo di misurazione ID, mm |
| L | Profondità foro, mm |
Prodotti
Contattaci
Non esitate a contattarci, saremo lieti di soddisfare qualsiasi vostra richiesta di informazione di natura tecnica ed economica,relative alla nostra sensoristica.
Chiedi informazioni